WMD FORM 306、308 钢管成型机操作手册--更新(WMD FORM 306、308 guide-Updated)
维美德工业技术(厦门)有限公司
WMD FORM 306、308
钢管成型机
操作手册

更安全,更可靠,更经济的连接方案
●成型机组成部件:
- 机台

- 模具

- 夹具

- 耗材



●操作面板说明

按钮⑧ 手动模式/自动模式选择开关
选择手动模式下,成型完成后,移走成型完成的钢管,插入新的钢管,需要手工按一次按钮⑤,系统进入成型动作;
选择自动模式下,成型完成后,移走成型完成的钢管,插入新的钢管,保持钢管静止三秒后,系统直接进入成型动作,(第一次开始成型时还是需要按一次按钮⑤,通知系统进入工作状态)。
按钮⑦ 管径选择开关
用于对要成型的钢管做预先设定系统成型工作压力,本开关有3个档位,分别对应20Mpa(钢管直径小于等于20mm,请选择“1”档), 40Mpa(钢管直径大于20mm, 小于等于30mm,请选择“2”档),60Mpa(钢管直径大于30mm,请选择“3”挡)。注意选择工作压力小于实际钢管直径对应的工作压力时,可能使成型无法正常工作,可能出现钢管管端成型不饱满或无法成型;选择工作压力大于实际钢管直径对应的工作压力时,钢管管端可以正常成型,但会加速设备疲劳。
按钮⑥ 急停按钮
急停按钮按下时,所有动作停止,部分按钮没有响应(按一次按钮④,可撤消急停动作),个别情形下可关闭电源,等待10秒后,重新打开电源, 可恢复所有按钮响应功能;如果是在成型过程中按下急停,成型中止,撤消急停后无法完成后继作业。
按钮⑤ 成型动作按钮
在手动模式下,插入钢管后,要按一次该按钮,进入成型动作;在自动模式下,插入钢管后,第一次成型需要按一次该按钮,启动自动模式工作状态,以后,成型完后,插入钢管,静等3秒,系统直接进入成型动作,并重复,直到按下急停按钮 按钮⑥ 或按钮①+按钮② 工作复位,退出自动模式。在自动模式下,手动调整按钮⑤为手动模式无效,如要改为手动模式,需先复位。
按钮④ 急停清除按钮
当急停按钮按下时,系统进入自锁状态,当清除故障后,按一次该按钮,系统进入正常工作状态。
按钮①+按钮② 工作复位
油缸、模具退回初始位置,停机,更换模具,夹具时按这两个组合按键。
按钮①+按钮③ 准备工作
模具前进到成型工作准备位置,等待钢管插入。
按钮①+按钮④ 手动脱模
模具脱模失败后,可通过这个功能进行二次脱模。
●工作前准备
电源连接, 该设备工作电压为380v, 上电之前务必保证地线接地良好,否则有触电风险;三根火线的线序必须按L1、L3、L5、N插头上的顺序连接,否则设备将无法正常工作;系统自带火线的线序错误保护功能,当输入三根火线顺序不正确时,系统会自动切断电源,设备不能正常工作;(电控柜内是专用精密部件,并有高电压线路,非专业人员,不得打开电控柜)。
●液压油
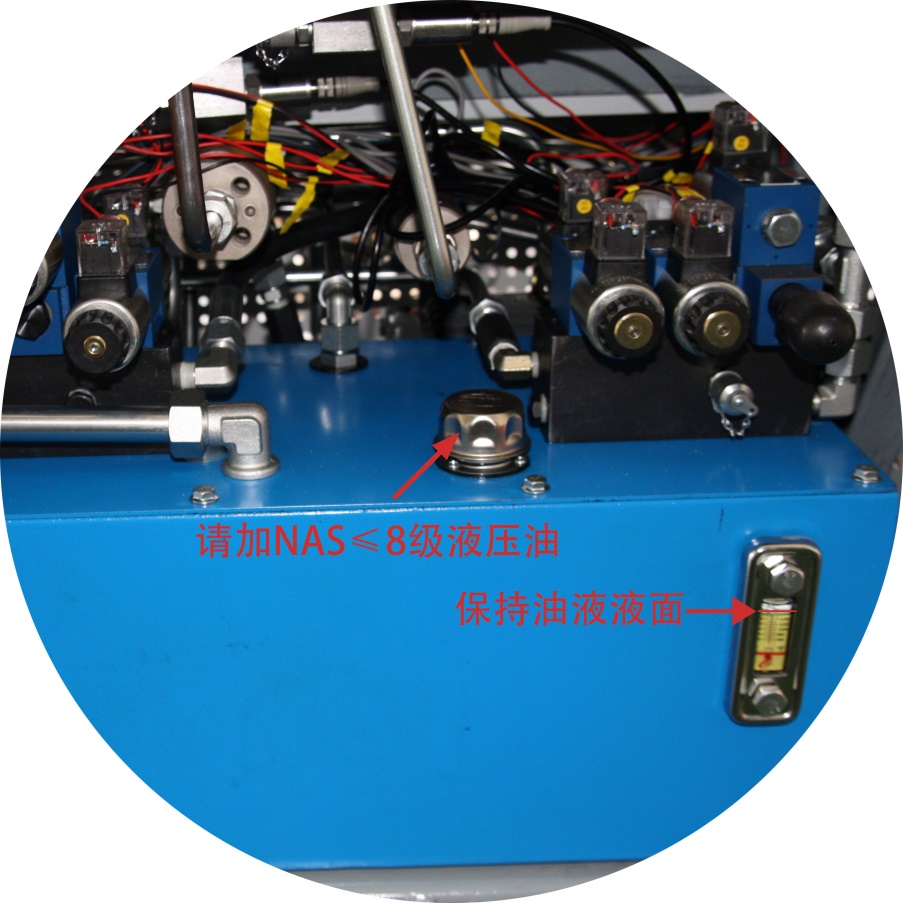
该设备为超高压设备,额定工作压力为63Mpa, 使用L-HM系列抗磨液压油,油品的NAS颗粒度不大于8级,否则有损坏压力系统风险;建议使用46号液压油;定期检查液压油清洁度,是非常有必要的,保证液压油清洁,是延长压力系统使用寿命最有效的方法。
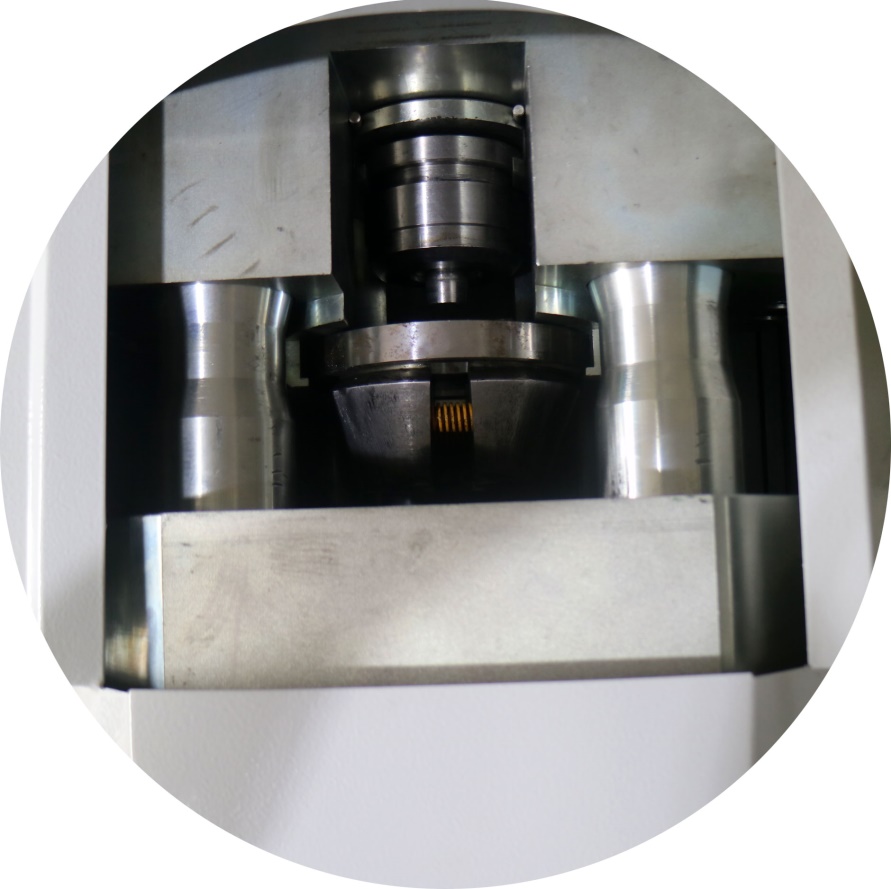
●模具和夹具
该设备所使用的模具和夹具是高精度部件,模具内部要保持清洁,使用前先用气枪清除杂物,模具内腔涂液压油润滑;夹具外表面需要涂液压油润滑,但确保液压油不要沾到夹具内侧,以免影响对钢管的夹紧效果。
钢管
要成型的钢管,断面要垂直,没有毛刺;成型时,管子成型端里侧和外侧涂液压油润滑。
●第一次开机注意事项
1.先将模具、夹具从模具仓、夹具仓取出。
2.打开电源,将模式开关按钮⑧,打到手动模式。将管径选择开关按钮⑦打到最左(低压档)。
3.同时按下按钮①+按钮③,看是否滑块前进到指定位置,异常按急停按钮⑥。
4.同时按下按钮①+按钮②,看是否滑块退回到指定位置,异常按急停按钮⑥。
5.重复3、4步骤4-5次。
6.同时按下按钮①+按钮③,看是否滑块前进到指定位置,异常按急停按钮⑥。
7.拿一根钢管,放钢管插入口,(不用插入很深,主要是让传感器动作)按下按钮⑤。看成型动作是否正常,异常按急停按钮⑥。
8.同时按下按钮①+按钮②,滑块退回到指定位置,异常按急停按钮⑥。
9.将模具夹具放入模具、夹具仓,确认模具、夹具放置到位。
10.同时按下按钮①+按钮③,看是否滑块前进到指定位置,异常按急停按钮⑥。
11.插入已模具对应的钢管,按下按钮⑤,开始成型作业。
12.如有触按急停按钮⑥,排除异常后,可按一次按钮④,解除急停自锁。
●操作说明
1、更换模具
以下是模具,夹具的更换窗口
同时按钮①+按钮② ,设备复位。
- 取出夹具,取出模具。
- 放入模具,放入夹具。
2、工作
手动模式下:
同时按钮①+按钮③ ,设备进前到达等待钢管插入位置。钢管涂油润滑。
- 钢管插入夹具,需要用点力往里推一下,并保持。
- 按一次按钮⑤,成型开始。
- 成型完成后,夹具会自动松开,移除钢管。
- 如不需要更换模具,可插入下一根钢管,按一次按钮⑤,开始下一个循环。
自动模式下:
- 同时按钮①+按钮③ ,设备进前到达等待钢管插入位置。
- 钢管涂油润滑。
- 钢管插入夹具,需要用点力往里推一下,并保持。
- 钢管保持3秒后,成型开始。
- 成型完成后,夹具会自动松开,移除钢管。
- 如不需要更换模具,可插入下一根钢管,并保持3秒,系统开始成型。
- 插入钢管时,要注意需要用点力往里推一下,并保持,以保正成型效果。
3、急停
在任何情况下,按下按钮⑥,系统会放弃当前任务,停止动作,进入自锁状态,除了按下按钮④,按下任何按钮将没有响应。
4、解除自锁
按下按钮⑥后,要先释放按钮⑥(转动一下按钮上的盖子),按一次按钮④,系统解除急停自锁,按下按钮可以响应;注意:按下急停按钮时,出于系统保护需要,个别情况会使系统全部中止,需要关闭电源,等待10秒后,重新打开电源以清除自锁。
5、脱模失败处理,因钢管质量等原因,有可能发生钢管不能正常从模具中脱开,可通过以下操作,进行二次脱模作业:1、先按下按钮⑥ 急停按钮 2 次,系统会自动退回到开始位置(如果不能成功,可关电源,等待10秒,重新开关,按下按钮①+按钮②);2、按下按钮①+按钮④,系统会自动进行脱模作业;3、完成后,按下按钮①+按钮②,退回开始位置后,开始新的正常作业。
●保养注意事项
1、清洁光电传感器灰尘:在钢管插入口附近有一个光电传感器,主要功能是检测是否有钢管插入;需定期清洁上面的油污灰尘。
2、模具座中心螺栓锁紧;模具座在模具退模是承担很大拉力,对中心螺栓冲击较大,需定期锁紧。
●屏幕操作说明
注意:
对屏幕操作,对机台性能有直接影响,甚至损坏机台,请慎重操作!!

**点绿色的数字框,可显示累计加工数量
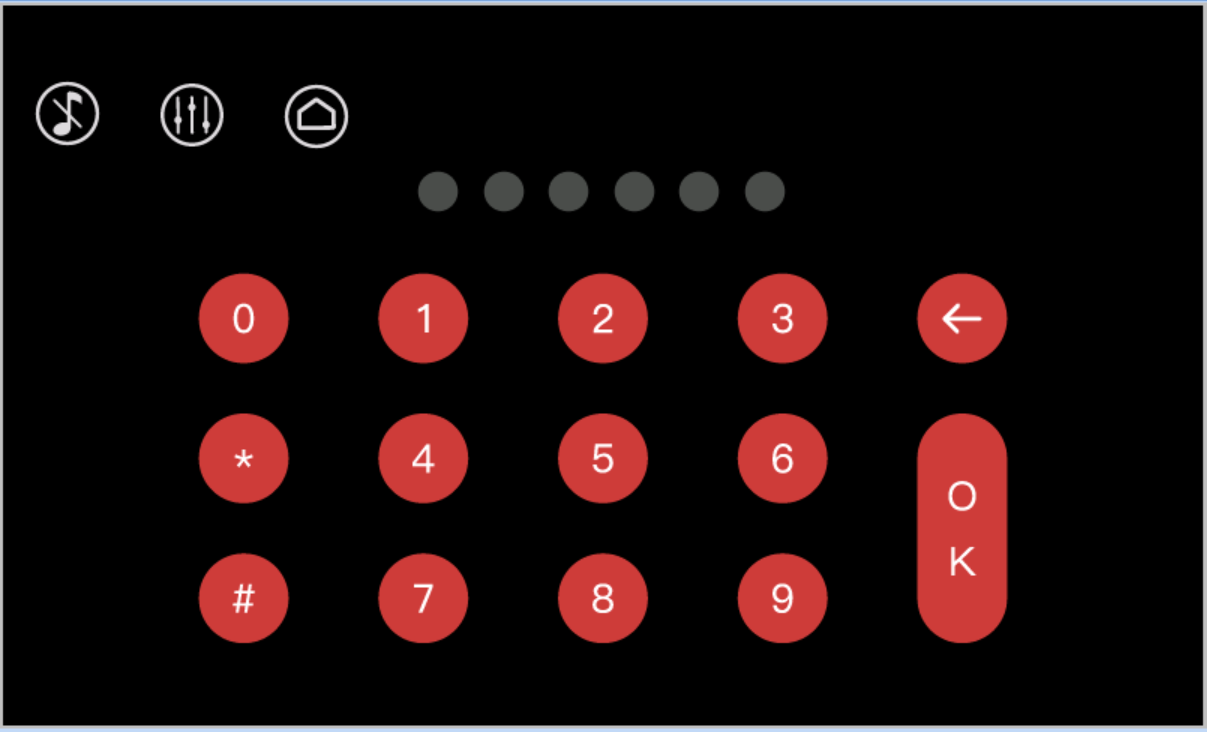
上面是用户登录页面,本机只有一个用户,密码不能更改。要进入设置页面,需登录,退出后,需重新登录。
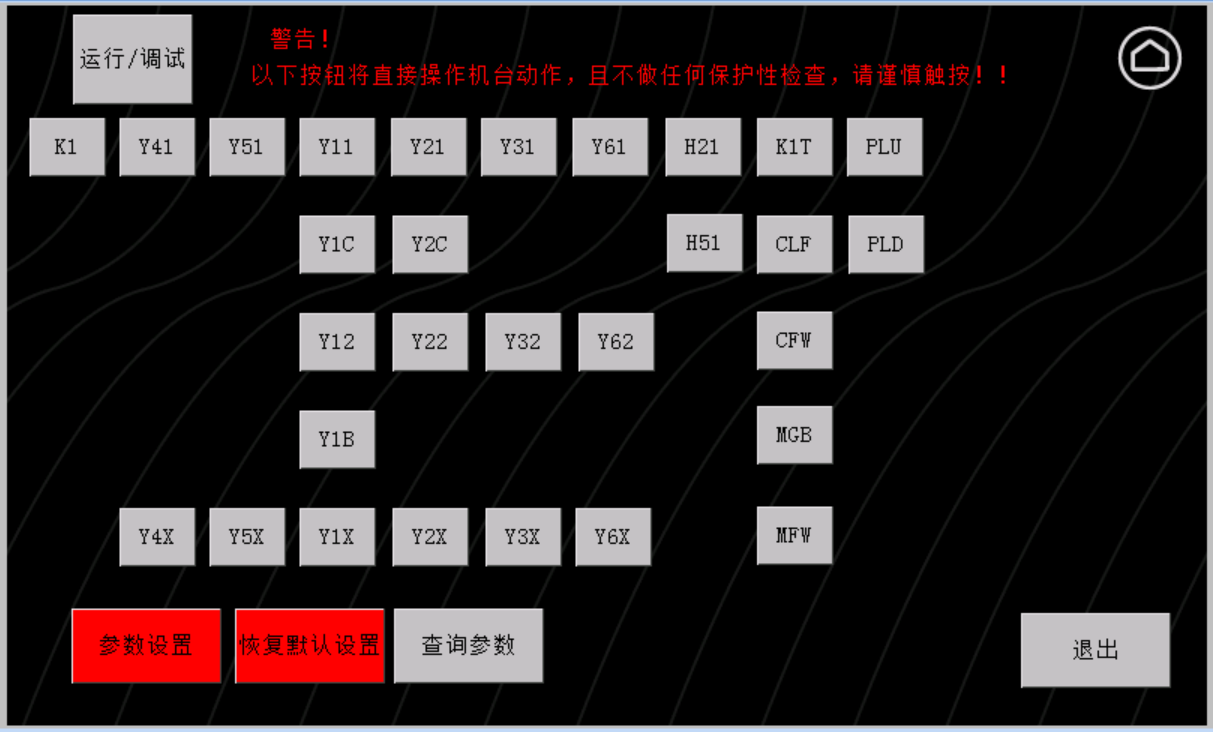
上面页面是调试页面,主要用于各个动作功能调试:
- 运行/调试:灰色为运行模式,绿色(按下)为调试模式;运行模式是正常工作状态,面板按钮有效,上面屏幕按钮无效;调试模式下,面板按钮无效(除急停按钮),屏幕按钮有效;
- K1: 灰色电机停机,绿色(按下)电机工作;
- Y41:低压开闭,灰色开路(无压力),绿色(按下)闭合,升压力;
- Y4X:低压线路开关复位
- Y51:高压开闭,灰色开路(无压力),绿色(按下)闭合,升压力;
- Y5X:高压线路开关复位
- Y11:夹紧缸退回阀开闭,灰色断路,绿色(按下)通路,退回;
- Y1C:夹紧缸预泄压阀开闭,灰色断路,绿色(按下)通路,预泄压;
- Y12: 夹紧缸夹紧阀开闭,灰色断路,绿色(按下)通路,夹紧;
- Y1B: 夹紧缸增压器工作阀开闭,灰色断路增压器不工作,绿色(按下)通路,增压器工作;
- Y1X:夹紧缸系列阀复位;
- Y21:成型缸退回阀(高压)开闭,灰色断路,绿色(按下)通路,退回;
- Y2C:成型缸预泄压阀开闭,灰色断路,绿色(按下)通路,预泄压;
- Y22: 成型缸成型阀(高压)开闭,灰色断路,绿色(按下)通路,成型;
- Y2X:成型缸系列阀复位;
- Y31:成型缸退回阀(低压)开闭,灰色断路,绿色(按下)通路,退回;
- Y32: 成型缸成型阀(低压)开闭,灰色断路,绿色(按下)通路,成型;
- Y3X:成型缸系列阀(低压)复位;
- Y61:档板油缸动作阀,灰色断路,绿色(按下)通路;
- Y62:档板油缸动作阀,灰色断路,绿色(按下)通路;
- Y6X:档板缸系列阀复位;
- H21:指示灯开关;
- H51:指示灯开关;
- K1T:电机点动;
- CLF:滑块前进(增压器工作);工作前提电机要在工作状态;
- CFW:滑块快速前进(增压器不工作);工作前提电机要在工作状态;
- MGB:成型缸后退;工作前提电机要在工作状态;
- MFW:成型缸前进;工作前提电机要在工作状态;
- PLU:档板升起;工作前提电机要在工作状态;
- PLD:档板下降;工作前提电机要在工作状态;
**以上前进/后退是指面向屏幕,往右边移动为前进,往左边移动为后退
-
- 参数设置:该按钮进入系统参数设置页面;
- 恢复默认设置:该按钮进入恢复默认系统参数页面;
- 查询参数:该按钮进入查询系统参数页面;
- 退出:退出登录,系统进入正常运行模式;
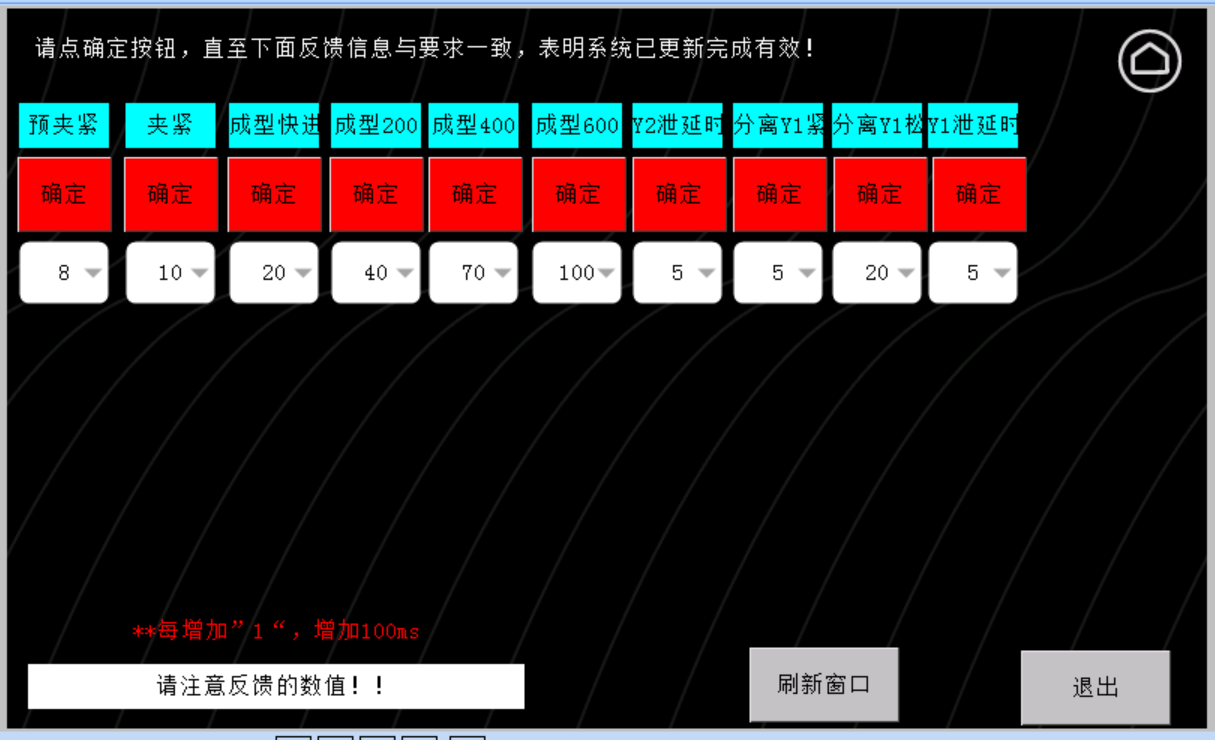
上面页面是系统参数设置页面,该页面所有参数对应系统运行时,对应工作过程时间等待延时有关,每个参数会系统工作产生重大影响;
- 预夹紧:是针对夹紧钢管,档板下降之前,的动作延时;当预夹紧不够时,可增加数值,当档板下降有困难时,可减少数值。
- 夹紧:是对应深度夹紧钢管对应动作延时;当成型时钢管移动,可增加数值;
- 成型快进:是对应成型缸快速推进的动作延时;
- 成型200:是对应第一档位小管径钢管成型动作延时;当对应钢管成型不满时,可增加数值;
- 成型400:是对应第二档位中管径钢管成型动作延时;当对应钢管成型不满时,可增加数值;
- 成型600:是对应第三档位大管径钢管成型动作延时;当对应钢管成型不满时,可增加数值;
- Y2泄延时:是对应成型完成后,成型缸预泄压延时;
- 分离Y1紧:是对应成型完成后,夹紧钢管延时;
- 分离Y1松:是对应管模分离后,松开钢管延时;
- Y1泄延时:是对应夹紧钢预泄压延时;
- 刷新窗口:是读取系统对应参数的值;
- 退出:退出登录;进入正常运行模式;
**所有参数调整后,点确认按钮,并观察下面反馈窗反馈的信息,直到反馈的信息和所设的值对应,表明系统已经确认了这个修改,否则可重复确认;如:预夹紧,当关设置值为8,反馈信息为“PA1 feedback as:800”,这里800为800毫秒。
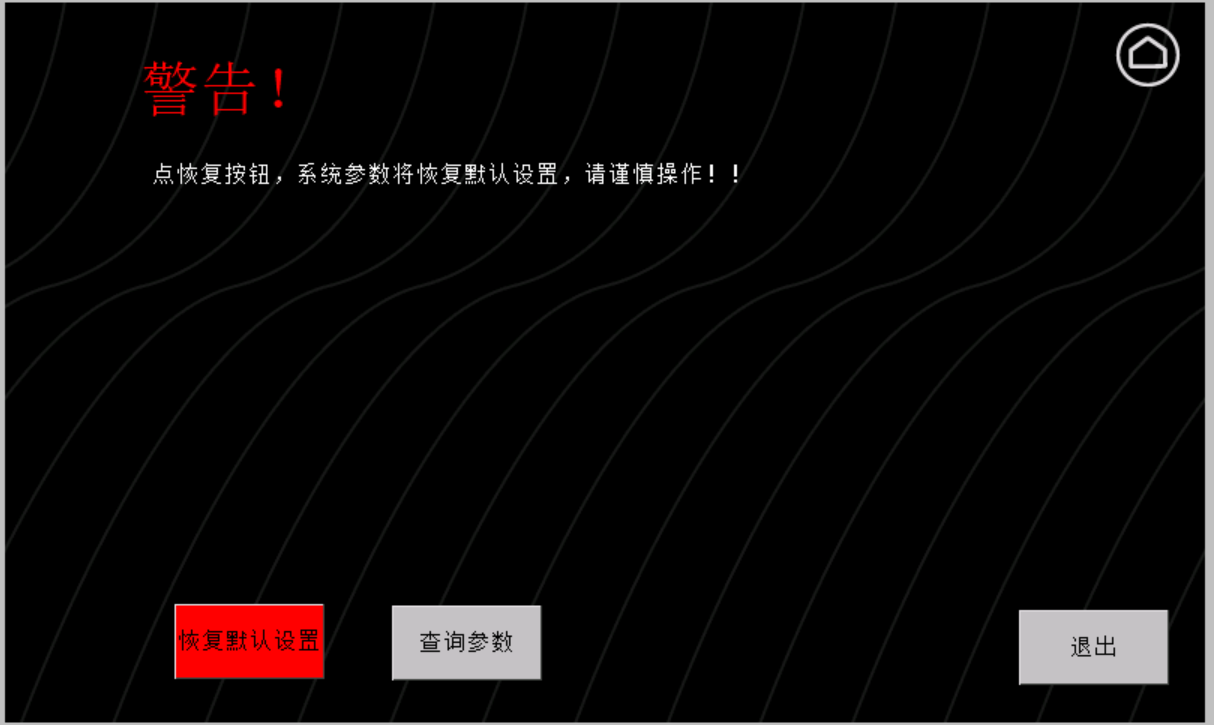
**恢复默认设置,需前面调试页面的“运行/调试“按钮在绿色 (按下)状态下,动作才能生效,动作完成后反馈如下
**查询参数:需前面调试页面的“运行/调试“按钮在绿色 (按下)状态下,动作才能生效,动作完成后反馈查询结果;
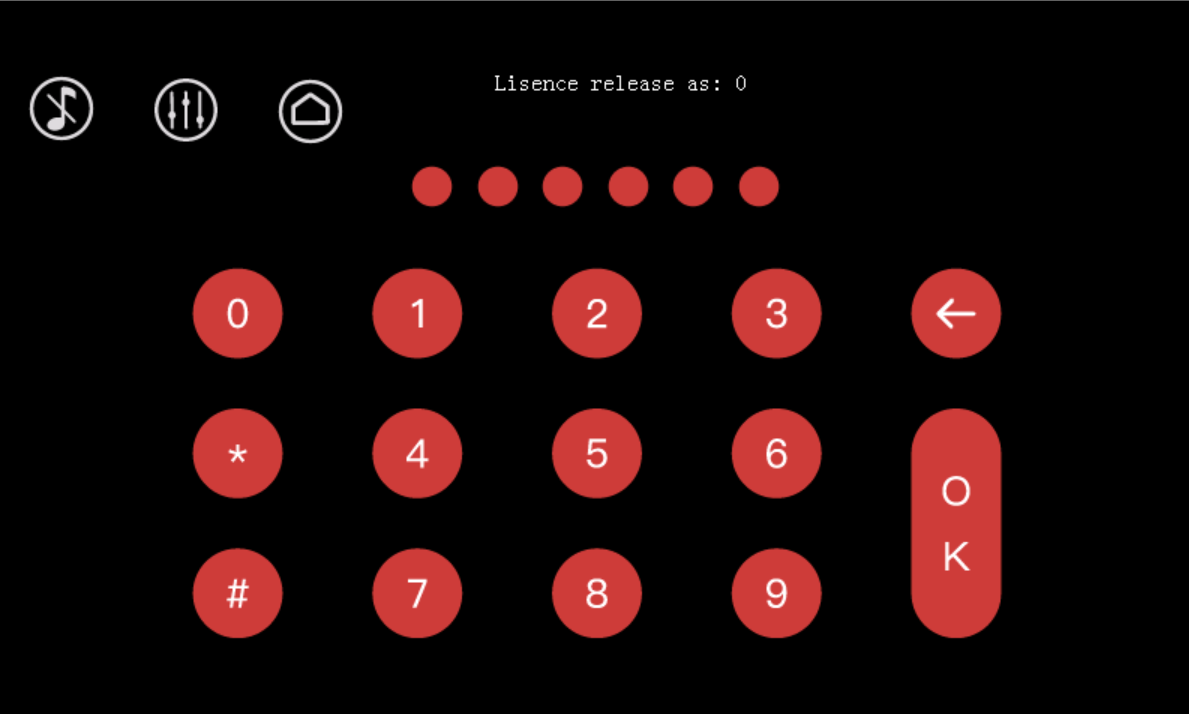
以上是系统时限到期,系统锁机,需进行激活才能正常使用;
点帮助按钮进入帮助面;
点激活按钮;输入密码

反馈信息为:lisence release as:0;表示解锁成功